- Home
- Products
- Industrial roll laminator machinery
- Combi Laminator, Solvent Combined Laminator
Combi Laminator, Solvent Combined Laminator

Solvent combined laminator uses dry bond lamination technical to combine two substrates together creating a single flexible laminate. In dry bond lamination process, an adhesive coating is applied to one of the substrates, and then dried passing through a dryer prior to being laminated on second substrate.
Considering that different substrates including plastic film, aluminum foil and paper might be laminated, we have 3 standard types of solvent combined laminators for adapting your preferences. What’s more, if you have specific requirements, we are able to offer you custom-engineered laminators to solve your various laminating needs.
Standard web width: 1050/1250mm (can be customized, Max. 1600mm)
Applicable substrate: rolls of plastic film, paper, aluminum foil.
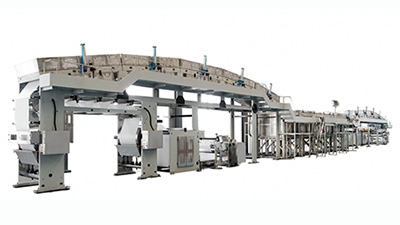
Solvent combined laminator consists of unwinding unit, coating unit, smoothing unit, laminating unit, rewinding unit and drying tunnel.
1. The unwinding unit has double shafts which are driven by dual-motor, it facilitates operation and saves both material and time.
2. Three pneumatic cylinders are used for web splicing, featuring easy operation and higher efficiency. Closed loop dancer tension control is used for preventing impact on webs during unwinding process.
3. PLC system automatically controls closed-loop tension, and photoelectric switch automatically detects the splicing position, facilitating manual operating to a large extent and increasing qualified rate of web splicing.
4. Using air expanding shaft in unwinding, fast changeover and accurate centering.
5. Turret is automatically positioned during its operation, and it can continuously unwind rolls with manual control when emergency braking.
1. Dancer roll potentiometer is used for measuring tension of dancer roll. And tension is synchronized by regulating of precision pressure reducing valve.
2. Using PLC system to accomplish synchronization of two motors of coating and laminating.
3. Stable simultaneous tension is ensured by adopting low friction dancer roller.
4. Anilox roll transfers the adhesive to application roll (coating roll), and three-direction adjustable doctor provides wide and accurate working position.
5. Coating roll is equipped with dual cylinder to control laminating process, the pressure is regulated by using pneumatic elements, supporting self-locking.
6. Pneumatic pressure adjustment allows fast laminating and quick parts changeover.
1. Inverter modulates the rotating speed, smoothing can be implemented in forward or reverse direction to adapt different actual needs.
2. The speed of smoothing bar can be regulated in both forward direction and reverse direction. After smoothing process, coated surface features consistent adhesive thickness, thus enhancing quality of flexible laminates.
3. Smoothing in high speed differential increases coating transparency, without changing amount of coated adhesive.
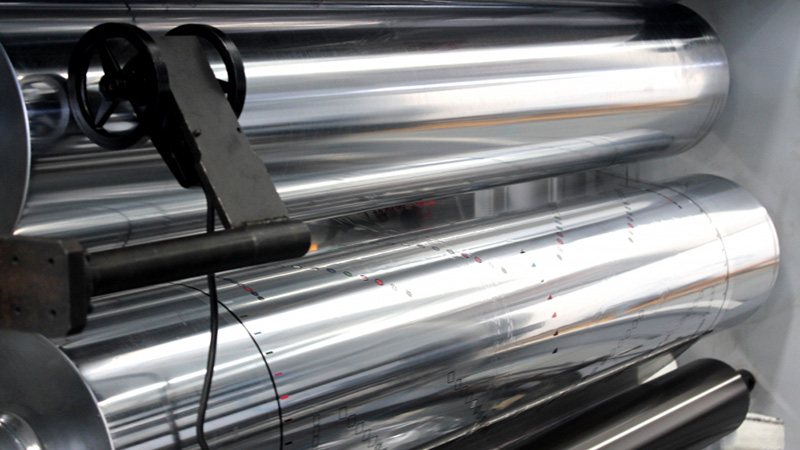
1. Lamination nip roll is heated by passing heating oil through the drum at a controlled force to combine the substrates. The surface of heated drum remains at stable temperature with a small temperature differential, adequately assuring laminating quality.
2. Equipped with closed loop vector drive to control motor of heated drum, featuring optimal stepless speed regulation, high precision and stable performance, and constant torque at low frequency.
3. The lamination pressure roll has a consistent pressure on heated drum, so that the quality of laminated flexible film can be highly guaranteed.
4. The chill roll has a large contact surface, which can maximize film flatness after laminating. The chill roll is actively operated at a simultaneous speed with heated drum.
5. Processed by advanced machining center, high rigidity and accuracy.
6. The tension of system is automatically controlled to ensure that follow-up process can be running smoothly.

1. Double rewind shafts at two working positions are independently driven by dual inverter motors. The rewind turret features high processing accuracy and easy operation.
2. Controlled by PLC system, photoelectric switch automatically and precisely detects splicing position, facilitating manual operating to a large extent and increasing qualified rate of web splicing.
3. Using dancer roll prevents impact on substrates during rewinding process, and efficiently controls tension.
4. With meter counting function, alarm will be activated when preset values are reached, and operator will be informed for quick roll changing.
5. Air expanding shaft has features of fast changeover and accurate centering.
6. Taper tension control system automatically controls rewinding, allowing high tension consistency and film flatness.
7. AC vector drive is used to ensure stable output under both high and low speed. Pneumatic nip roll is incorporated for ensuring that webs are evenly rewound.

1. Drying tunnel is designed with characteristics of long drying path and powerful air flow, enabling that solvent can be volatilized thoroughly when it passes through the drying tunnel.
2. Guide rolls are rotated in positive contact with substrate to minimize marking or scratching of the substrate.
3. The drying tunnel is designed in advanced high-efficiency structure, resulting low solvent retention values.
4. Intelligent continuous temperature control system enhances higher precision in temperature controlling. With a design of negative pressure inside the fully enclosed drying tunnel, heated air can be prevented from escaping.
Corona treater——Corona treatment unit increases the adhesion of substrate surfaces.
Roll diameter measuring unit——When roll of webs placed on unwinding unit reaches preset value, the alarm will be activated automatically, and operator will be informed for roll changing timely, avoiding abnormal running caused by delayed changing.
Remote control and maintenance unit——This unit aims at providing remote control to facilitate daily maintenance.



-

- Guangdong Shanzhang Industry Co., Ltd.
 +86-754-88226188
+86-754-88226188
Manufacturing capability  Plant exterior view
Plant exterior view
 Company entrance
Company entrance Assembling workshop
Assembling workshop
- Service
 Pre-sales consulting
Pre-sales consulting
 After-sales service
After-sales service Other services
Other services
End-use sectors